
تیغههای کاربیدی چگونه ساخته میشوند؟
تیغههای کاربیدی به دلیل سختی استثنایی، مقاومت در برابر سایش و توانایی حفظ تیزی در مدت زمان طولانی، ارزشمند هستند و آنها را برای برش مواد سخت ایدهآل میکنند.
تیغههای کاربیدی معمولاً با استفاده از فرآیندی ساخته میشوند که شامل پخت پودر کاربید تنگستن به شکل جامد و سپس شکلدهی و پرداخت نهایی تیغه است. در اینجا یک مرور گام به گام از نحوه تولید تیغههای کاربیدی ارائه شده است:
1. آماده سازی مواد اولیه
- کاربید تنگستنپودرماده اولیه مورد استفاده در تیغههای کاربیدی، کاربید تنگستن (WC) است که ترکیبی متراکم و سخت از تنگستن و کربن است. فرم پودری کاربید تنگستن با یک فلز چسبنده، معمولاً کبالت (Co)، مخلوط میشود تا به فرآیند تفجوشی کمک کند.
- مخلوط کردن پودرپودر کاربید تنگستن و کبالت با هم مخلوط میشوند تا مخلوطی یکنواخت تشکیل شود. این مخلوط با دقت کنترل میشود تا از ترکیب صحیح برای سختی و چقرمگی مطلوب تیغه اطمینان حاصل شود.
2. فشار دادن
- قالبگیریمخلوط پودر در قالب یا دای قرار داده شده و به شکل فشردهای فشرده میشود که همان طرح کلی تیغه است. این کار معمولاً تحت فشار بالا در فرآیندی به نام ... انجام میشود.پرس ایزواستاتیک سرد (CIP) or پرس تک محوره.
- شکل دادن: در حین پرس کردن، شکل خشن تیغه شکل میگیرد، اما هنوز کاملاً متراکم یا سخت نشده است. پرس به فشردهسازی مخلوط پودر به شکل هندسی مورد نظر، مانند شکل یک ابزار برش یا تیغه، کمک میکند.
3. پخت
- تفجوشی در دمای بالاپس از پرس، تیغه تحت فرآیند تفجوشی قرار میگیرد. این فرآیند شامل گرم کردن شکل پرسشده در کوره در دماهایی معمولاً بین ...۱۴۰۰ درجه سانتیگراد و ۱۶۰۰ درجه سانتیگراد(۲۵۵۲ درجه فارنهایت تا ۲۹۱۲ درجه فارنهایت)، که باعث میشود ذرات پودر با هم ترکیب شوند و یک ماده جامد و متراکم تشکیل دهند.
- حذف چسبدر طول پخت، چسب کبالت نیز فرآوری میشود. این چسب به ذرات کاربید تنگستن کمک میکند تا به یکدیگر بچسبند، اما پس از پخت، به سختی و چقرمگی نهایی تیغه نیز کمک میکند.
- خنک کننده: پس از تفجوشی، تیغه به تدریج در یک محیط کنترل شده خنک میشود تا از ترک خوردن یا اعوجاج جلوگیری شود.

4. سنگ زنی و شکل دهی
- سنگ زنیپس از تفجوشی، تیغه کاربیدی اغلب بیش از حد خشن یا نامنظم است، بنابراین با استفاده از چرخهای ساینده مخصوص یا ماشینهای سنگزنی، برای رسیدن به ابعاد دقیق، سنگزنی میشود. این مرحله برای ایجاد لبه تیز و اطمینان از مطابقت تیغه با مشخصات مورد نیاز ضروری است.
- شکلدهی و پروفیلبندیبسته به کاربرد، تیغه ممکن است تحت شکلدهی یا پروفیلبندی بیشتری قرار گیرد. این میتواند شامل سنگزنی زوایای خاص روی لبه برش، اعمال پوشش یا تنظیم دقیق هندسه کلی تیغه باشد.
5. مراحل پایانی
- پوششهای سطحی (اختیاری)برخی از تیغههای کاربیدی برای بهبود سختی، مقاومت در برابر سایش و کاهش اصطکاک، تحت عملیات تکمیلی مانند پوشش موادی مانند نیترید تیتانیوم (TiN) قرار میگیرند.
- پولیش کاریبرای افزایش بیشتر عملکرد، تیغه ممکن است صیقل داده شود تا به سطحی صاف و صیقلی دست یابد که اصطکاک را کاهش داده و راندمان برش را بهبود بخشد.


6. کنترل کیفیت و آزمایش
- تست سختیسختی تیغه معمولاً برای اطمینان از مطابقت آن با مشخصات مورد نیاز، با آزمایشهای رایج از جمله آزمایش سختی راکول یا ویکرز، آزمایش میشود.
- بازرسی ابعادیدقت بسیار مهم است، بنابراین ابعاد تیغه بررسی میشوند تا از تطابق دقیق آنها با تلرانسها اطمینان حاصل شود.
- تست عملکردبرای کاربردهای خاص، مانند برش یا شکافتن، تیغه ممکن است تحت آزمایشهای واقعی قرار گیرد تا از عملکرد مورد نظر اطمینان حاصل شود.
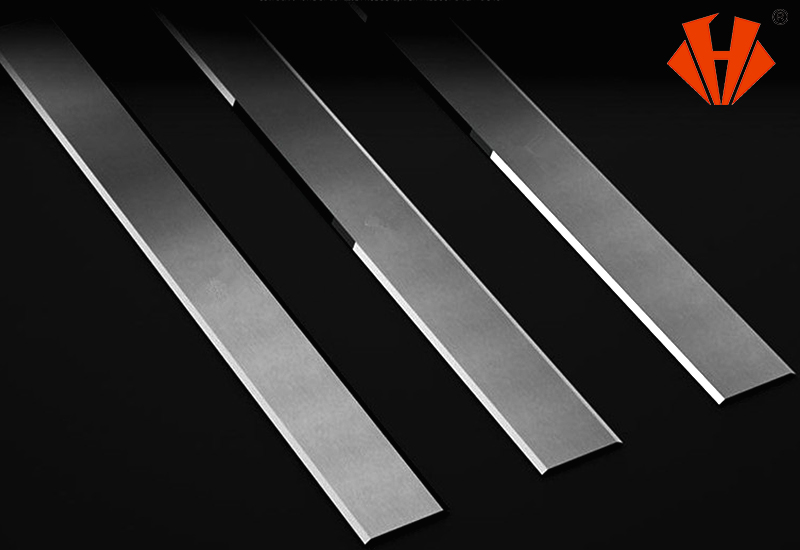
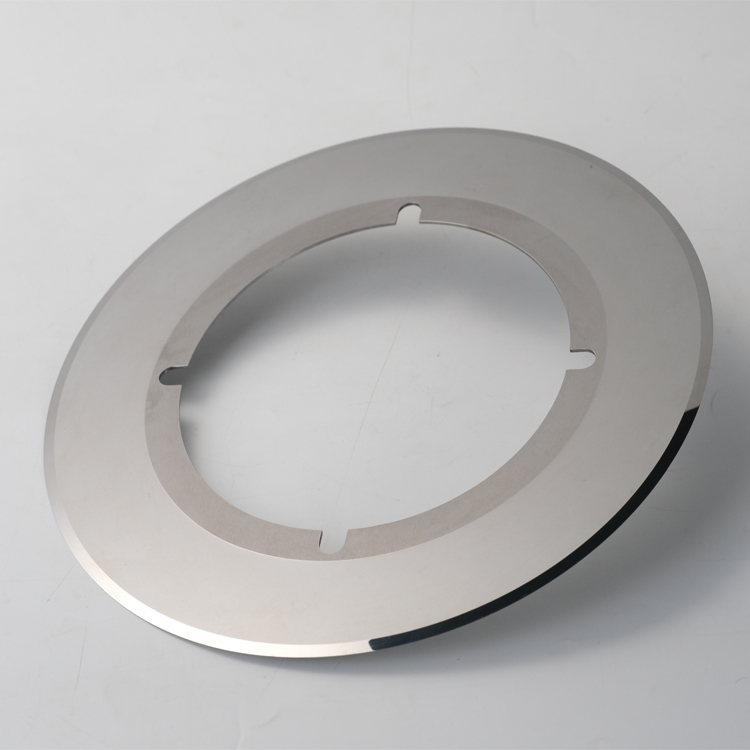
کاربید سیمانی هوآکسین تیغهها و چاقوهای کاربید تنگستن مرغوب را برای مشتریان خود از صنایع مختلف در سراسر جهان فراهم میکند. تیغهها را میتوان طوری پیکربندی کرد که با ماشینآلات مورد استفاده در تقریباً هر کاربرد صنعتی سازگار باشند. جنس تیغه، طول و پروفیل لبه، عملیات حرارتی و پوششها را میتوان برای استفاده با بسیاری از مواد صنعتی تطبیق داد.
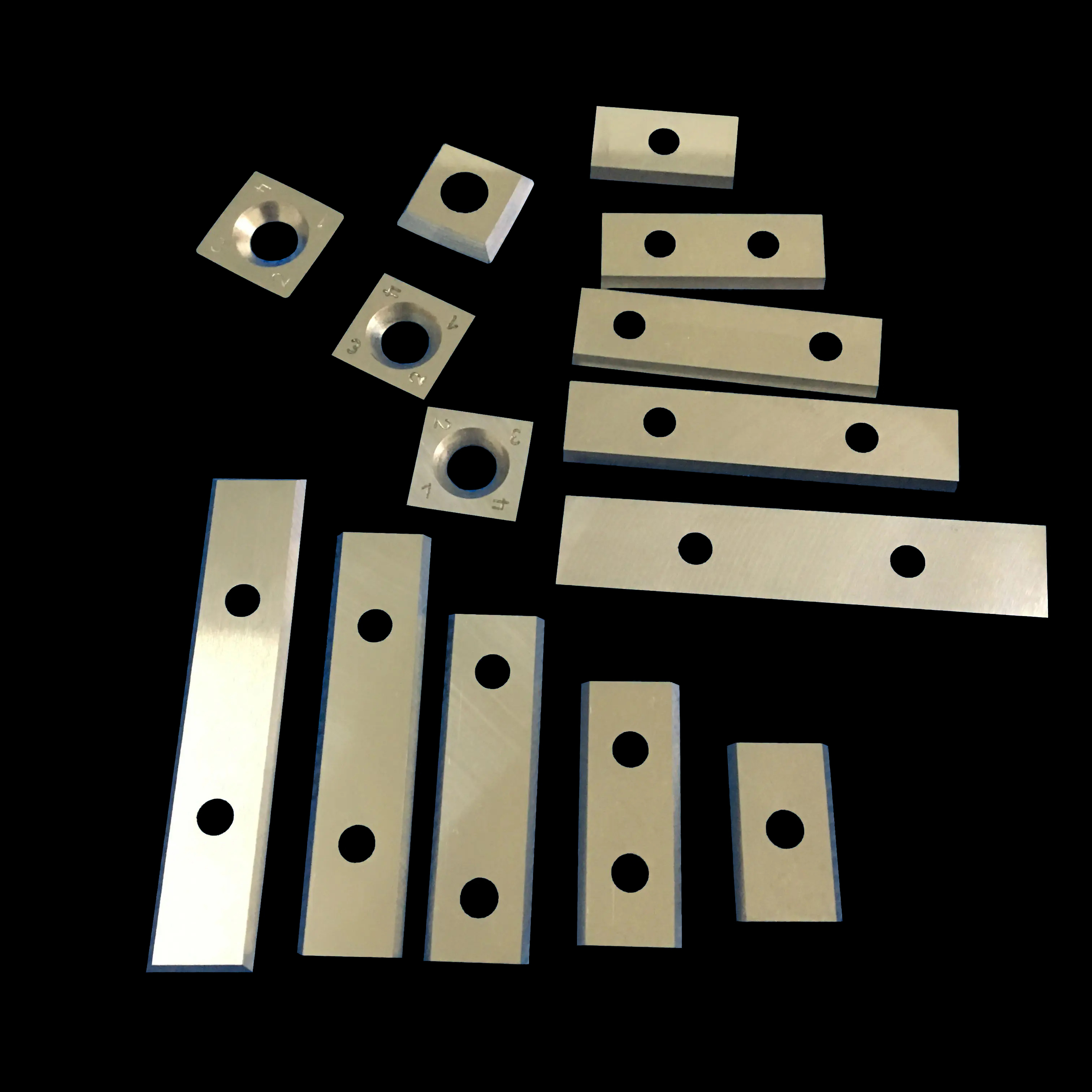
پس از اینکه تیغهها تمام مراحل کنترل کیفیت را با موفقیت پشت سر گذاشتند، آماده استفاده در کاربردهای صنعتی مختلف مانند فلزکاری، بستهبندی یا سایر عملیات برش هستند که در آنها مقاومت بالا در برابر سایش و تیزی ضروری است.
زمان ارسال: ۲۵ نوامبر ۲۰۲۴



